Eine 5-Farben-Bogendruckmaschine im Format 50 x 70 cm mit Polyester-Druckplatten (0,2 mm) zeigte im Betrieb nicht tolerierbare Passerabweichungen, die mit den Einstellmöglichkeiten an der Maschine nicht korrigiert werden konnten. Es kam zum Rechtsstreit, da der Betreiber ursächlich Funktionsfehler in der Plattenklemmung vermutete und daher Schadensersatzforderungen wegen Nachdruck-Kosten aufgrund von Kunden-Reklamationen geltend machte.
Der Maschinenbetreiber hatte die 5-Farben-Maschine gegen seine alte 2-Farben-Maschine beim Händler getauscht und diese unter Verwendung eines Retrofit-Kits des Maschinenherstellers für den Betrieb mit 0,2 mm dicken Polyester-Druckplatten umgerüstet. Die Polyester-Druckplatten werden wie schon für die Vorgängermaschine auf dem hauseigenen CtPP-Belichtersystem, das druckfertige Polyesterplatten bis zum Format B2 ausgibt, erstellt.
Anzeige
Was wurde beanstandet?
Der Maschinenbetreiber hatte insbesondere reklamiert, dass beim Drucken ein „Bogen“, also eine nicht korrigierbare Abweichung des Umfangs-Passers in der Mitte zu dem an den Rändern des Druckbogens, auftritt. Er führte diesen Fehler ursächlich auf Funktionsfehler in der Plattenklemmung zurück. Zum Auflegen einer neuen Platte muss diese bei geöffneter Plattenklemmung mit den beiden Ausstanzungen exakt in die etwa 50 cm auseinanderliegenden Passstifte eingelegt werden. Dabei ist das korrekte Auflegen der wesentlich labileren Polyesterdruckplatte für den Drucker ungleich schwieriger und zeitaufwändiger als bei einer Aluminiumdruckplatte. Der Drucker rollt die Platte daher zu einer Rolle auf, um so eine höhere Steifigkeit der Platte zum Einführen in die Platten-Klemmung zu erreichen. Beim Aufziehen der Platte kommt es oft zu wellenförmigen Verwerfungen über die Breite der Platte, so dass kein exakter Sitz der Platte mehr möglich ist.
Passergenauigkeits-Untersuchung
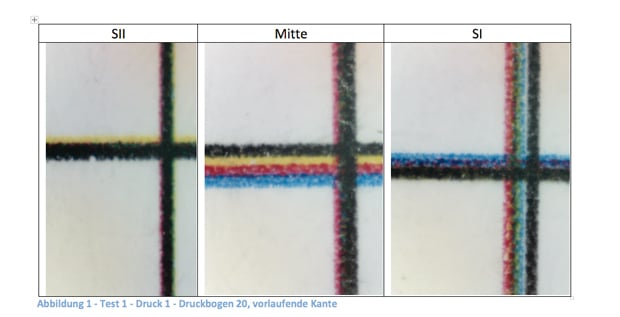
Zur Untersuchung der Passergenauigkeit wurden zunächst zwei Testdrucke auf einem holzfreien, glänzend doppelt gestrichenem 135-g/m2-Bilderdruckpapier mit zwei unterschiedlichen Sujets durchgeführt. Die Druckmaschine hat eine maximale Druckgeschwindigkeit von 15 000 Bogen/h, durchschnittlich wird mit 11 000 Bogen/h gedruckt, eingerichtet wird bei etwa 9000 Bogen/h. Es wurden jeweils 20 nacheinander gedruckte Bogen bezüglich Umfangs- und Seitenpasser an der vorlaufenden Kante auf SI, in der Mitte und auf SII des Druckbogens ausgewertet.
Es konnte der Beweis geführt werden, dass die Passgenauigkeit des Druckbilds der streitgegenständlichen Maschine bei beiden Sujets erhebliche Mängel aufweist, die trotz der korrekten Bedienung der entsprechenden Verstelleinrichtungen an der Maschine nicht korrigiert werden können.
Prüfung Plattenklemmfunktion
Für die Begutachtung eventueller Funktionsfehler der Plattenspannung wurde das ordnungsgemäße Klemmen, Halten und Lösen der Platten in der Klemmvorrichtung geprüft.
Für die Testdrucke wurden insgesamt drei Plattensätze, d.h. zwölf Polyesterdruckplatten, aus den Plattenklemmungen gelöst und wieder in die Plattenklemmung der Plattenzylinder eingelegt, ohne dass eine Funktionsstörung der Plattenklemmung festgestellt wurde.
Weil die Auswertung der Druckbogen kein Weglaufen des Abdrift-Passers zeigte, kann davon ausgegangen werden, dass die Polyesterdruckplatten auch bei 11 000 Bogen/h nicht aus der Klemmung gezogen worden sind. Das für einen passergenauen Druck erforderliche spielfreie Aufliegen der Platten um die Plattenzylinder herum wird maßgeblich durch die Plattenabmessungen selbst und die korrekte Anlage an den Passstiften bestimmt. Die Passstifte im Plattenzylinder sind für die streitgegenständliche Maschine mit einem Durchmesser von 8 mm bzw. mit eine Breite von 12 mm an der vorlaufenden Kante, jeweils in der Nähe der seitlichen Plattenkante, ausgeführt. Das Plattenklemmsystem der nachlaufenden Kante enthält keine Passstifte.
Zu den Passstiften der Plattenklemmung in der Maschine korrespondieren zwei Pass-Ausstanzungen in den Druckplatten. Der Maschinenhersteller schreibt für die runde Ausstanzung einen Durchmesser von 8 mm mit einer oberen Toleranz von +0,02 mm und mit einer unteren Toleranz von -0,01 mm vor. Die eckige Ausstanzung muss 12 mm breit sein. Die Tiefe der beiden Pass-Ausstanzungen in den Druckplatten ist gleich und mit 9±0,2 mm exakt vorgegeben.
Eine Vermessung der eingesetzten Druckplatten ergab, dass die Abmaße der Platten und der Abstand zwischen den Pass-Ausstanzungen den konstruktiven Vorgaben des Maschinenherstellers für die Plattenklemmung entsprechen. Die Ausstanzungen für die Passstifte wurden mittels eines Messmikroskops vermessen.
Als Ergebnis wurde festgestellt, dass die Maße für den Durchmesser der runden bzw. für die Breite der eckigen Ausstanzung eingehalten werden. Aber die eng tolerierte Tiefe der beiden Ausstanzungen von 9±0.2mm wurde bei keiner Platte gemessen, die Tiefe der Ausstanzungen war generell < 7,8 mm, die Tiefe für die Ausstanzungen an der Cyan-Platte betrug lediglich 6,48 mm/6,76 mm.
Das bedeutet aber, dass bei allen Platten die theoretische Klemmfläche um etwa 13 % und bei einer Platte sogar bis zu 27 % reduziert war, was die Haltekraft für die Platte reduziert und die Gefahr von Verwerfungen der flexiblen Platte beim Auflegen hervorruft. Gleichzeitig sind die Platten auf dem Zylinder mindestens 1 mm „zu lang“ und stoßen mit ihrer nachlaufenden Kante an den Plattenklemmhebel an. Ein spielfreies Aufliegen der Platte auf dem Plattenzylinder ist unter diesen widrigen Umständen kaum möglich.
Fazit
Der Sachverständige geht davon aus, dass aufgrund der zu geringen Passstanzungs-Tiefe das beobachtete Verwerfen der labilen Polyesterplatten auftritt und so Mikrobewegungen der Platten beim Drucken auftreten können und größtenteils ursächlich für die Passerabweichungen in den Druckexemplaren sind. Erst mit Vorliegen einer exakt ausgestanzten Platte kann das Aufziehen der Platte mit geringerem Spiel erfolgen und die Passergenauigkeit verbessert werden.
Der Gutachter
Horst-Walter Hauer ist ist öffentlich bestellter und vereidigter Sachverständiger für Druckmaschinen. Er betreibt ein Ingenieur- und Sachverständigenbüro für Rollenrotationsmaschinen in Würzburg.
 Horst-Walter Hauer ist ist öffentlich bestellter und vereidigter Sachverständiger für Druckmaschinen. Er betreibt ein Ingenieur- und Sachverständigenbüro für Rollenrotationsmaschinen in Würzburg.
Horst-Walter Hauer ist ist öffentlich bestellter und vereidigter Sachverständiger für Druckmaschinen. Er betreibt ein Ingenieur- und Sachverständigenbüro für Rollenrotationsmaschinen in Würzburg.

Guten Morgen! Danke für diesen großartigen Artikel. Ich mag Deine Webseite!