Rückstichgeheftete Broschüren mit optimaler Flachlage fertigen
Nächstes innovatives und flexibles Produktionskonzept von GEP
von Redaktion,
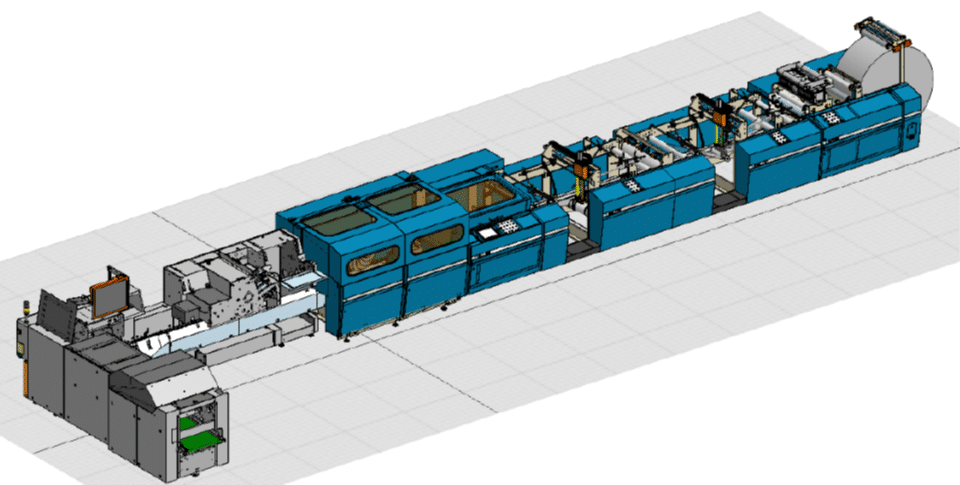
3D-Modellansicht der Highspeed-Finishinganlage von GEP Germany zur Produktion rückstichgehefteter Broschüren. Ein flexibles Verfahren zur Rillung und
Falzung soll die maximale Flachlage der fertigen Broschüren sicherstellen.
Erneut glänzt der Web-Finishing-Spezialist GEP Germany aus Freiburg mit einem eigens für einen Kunden entwickelten Konzept für eine Highspeed-Weiterverarbeitungsanlage. Diese soll zur Inline-Herstellung rückstichgehefteter Produkte (im Anschluss an ein hochproduktives Inkjet-Endlosdrucksystem) dienen. Zugleich könnte die Anlage aber auch genutzt werden, um Großbogenstapel herzustellen und auf Palette abzustapeln (mit automatischem Palettenwechsel).
Nutzung für klammergeheftet Produkte
In der gesamten Anlage ist die Druckmaschine der „Master“ und alle Aggregate der Weiterverarbeitung funktionieren als „Slave“. Die gesamte Linie ist per elektronischem Interface gekoppelt, so dass sie als eine Einheit zu betreiben ist.
Anzeige
Die aus der Druckmaschine kommende Bahn wird über eine einstellbare Bahnspannungsregelung in den Bahnspeicher eingezogen. Die Bahnspannungsregelung stellt eine einstellbare gleichbleibende Bahnspannung am Ausgang der Druckmaschine sicher, sodass es keine Rückwirkung des Weiterverarbeitungsvorgangs in den Druckbereich gibt. Der Bahnspeicher ist erforderlich, um eventuell extreme Umfangs-/Taktratenänderungen in der Weiterverarbeitung zu harmonisieren und so die maximale Laufleistung der Druckmaschine besser auszunutzen.
Ab hier beginnt der Verfahrensschritt, der eine maximale Flachlage der fertigen Broschüre sicherstellen soll. Die Bahn wird in einem speziellen patentierten Verfahren perfekt gerillt und danach im Querschneider in die einzelnen Vierseiter-Bögen geschnitten, indem auch der Längs- und Querausschnitt ausgeschnitten wird.
In der Folge werden die Einzelbögen in einem schnellen Akkumulator zum jeweiligen Broschüreninhalt gesammelt. Ist der Stapel voll, wird er rotativ auf den Sattel des Klebebinders abgeworfen und weitertransportiert, gleichzeitig wird der nächste Broschüreninhalt im Akkumulator gesammelt. In der darauffolgenden Station wird der Umschlag abgezogen, gerillt und auf die zugehörige Broschüre aufgelegt. Nachfolgend, in der Station des Sammelhefters, wird die Broschüre mit Klammern versehen, wobei die Drahtlängen dem jeweiligen Broschürenumfang automatisch angepasst werden, sodass die maximale Qualität der Broschüre sichergestellt ist.
Die geheftete Broschüre wird danach aus der Sattelkette ausgehoben und in den Drei-schnei-der transportiert, in dem sie kopf-, fuß- und auch frontbeschnitten wird. Danach läuft die fertige Broschüre auf das Schuppenauslageband, von dem sie entnommen werden kann.
Highend-Abroller RFU 600 (600 mm breit) mit Splice-Tisch, Decurlingeinheit und elektrischem Rollenlift.
Nutzung zur Großbogenproduktion
Zur Großbogenproduktion werden alle Module nach dem Querschneider von der Linie abgekoppelt und zur Seite gebracht. Dann wird eine Großbogenauslage, die ebenfalls mobil ist, an den Querschneider angedockt.
Die im Querschneider geschnittenen Großbogen werden am Eingang des Staplers von oben- und untenliegenden Transportbändern übernommen und in der folgenden Schuppungsstation zu einem Schuppenstrom geformt, wobei die Schuppung mit einer automatisch synchronisierten Schägerwelle und einem ebenfalls synchronisierten Vakuum-Stopp unterstützt wird. Der Schuppenstrom läuft dann in den Stapelschacht der Auslage, wo er zu einem kantengeraden Stapel geformt und gestößelt wird. Bei Stapelwechsel wird im Schuppenstrom eine Lücke erzeugt, in welche der Zwischenboden eingeschossen wird, nachdem der Stapel genügend abgesenkt wurde. Der fertige Stapel wird dann entweder auf einer Palette in die Entnahmestation austransportiert oder auf ein getaktetes Auslaufband ausgegeben.
Anwendungsbeispiel einer mit sechs Längsperforationen ausgerüsteten Station.Anwendungsbeispiel eines Digitalquerschneiders.
Die eingesetzten Module
Highend-Abroller RFU 600 (max. Bahnbreite: 600 mm) mit Splice-Tisch, Decurlingeinheit und elektrischem Rollenlift
Automatische Bahnkantensteuerung WEG 600
Längsperforationsmodul WPU 600 mit drei motorisch verstellbaren Längsperforationseinheiten
Bahnspeicher zur Stückzahl-Harmonisierung
Patentierte Rillstation
Digitaler Querschneider DCU 600 D mit komplett variablem Format und komplett variablem auch sequenziellem Ausschnitt für im Offset bedruckte Rollen
23 Zoll breites Akkumulatormodul AKU 600
Sammelhefter FUT 9000 von Hohner, integriert und gesteuert von der GEP-Finishinganlage mit Nutung und Umschlaganleger für die Cover
Großbogenauslage HPU 600 (23 Zoll Breite) mit automatischem Stapelwechsel
Leistungspower meets Flexibilität
Die Gesamtanlage ist laut GEP Germany auf eine Produktionsgeschwindigkeit von 300 m/min hin ausgelegt, in Abhängigkeit von Format und Papierqualität. Einsetzbar auf der Produktionslinie sind Papiere mit Flächengewichten von 30 bis 150 g/m2. Die maximale Bahnbreite beträgt 600 mm, entsprechend können Broschüren von 100 bis 600 mm Breite (bei einer Stärke von bis zu 108 Seiten) gefertigt werden. Die Umrüstung der Finishinganlage auf Großbogenstapelauslage ist problemlos und schnell möglich, da alle Fertigungseinheiten mobil (sprich auf Rollen) konzipiert wurden und über spezielle Andockmodule verfügen. Lange Ausrichtearbeiten bei Änderung der Funktionalität der Finishinganlage entfallen somit.
Die Anlage ist schnell umgerüstet für die Produktion von Großbogenstapeln auf Palette.