Wellpappen-Faltkistenverarbeitung in Inlinern – CCE International 2019
Baumer HHS: Xcam Box Monitoring für die „Null-Fehler“-Produktion
von Frank Lohmann,
Xcam Box Monitoring von Baumer HHS zur automatischen Qualitätssicherung bei der Inliner-Produktion von Verpackungen.(Bild: Baumer HHS)
Mit Xcam Box Monitoring und kontaktloser Wellpappen-Laschenklebung einschließlich integrierter Qualitätskontrolle will Baumer HHS (Krefeld) Wellpappe-Verarbeitern „zur einwandfreien Faltkiste in der Inliner-Produktion“ verhelfen, heißt es in einer Mitteilung des Unternehmens. Der international agierende Hersteller industrieller Klebstoffauftragssysteme sowie sensor- und/oder kamerabasierter Qualitätssicherungssysteme war Aussteller auf der gestern zu Ende gegangenen Fachmesse CCI International 2019 in München. Zur Fertigung von Standard-Faltkisten werden zunehmend Inliner (auch FFG – Flexo Folder Gluer – genannt) benötigt, die mit dem Flexodruck-Verfahren arbeiten.
Xcam Box Monitoring soll Registerungenauigkeiten der einzelnen Farben im Druckbild zuverlässig erkennen, verschobene oder fehlende Schlitze, Bogenschieflauf (Skew), fehlerhafte Laschenklebungen oder von Referenzgrößen abweichende Gaps. Bestimmte Module des Systems veranlassen die automatische Markierung aller nicht einwandfreien Faltkisten, damit sie aus der Produktion ausgeschleust werden können, und protokollieren alle Messergebnisse. Die Daten sind im Statistikmodul für Auswertungen abrufbar und lassen sich so für Prozessoptimierungen heranziehen. Hersteller von Verpackungen aus Wellpappe können die Messergebnisse in Form von PDF-und XML-Dateien an BDE-Systeme (Betriebsdatenerfassung) ihrer Kunden übergeben.
Anzeige
„Die Systeme bilden eine durchgängige Basis für eine Null-Fehler-Produktion. Gleichzeitig reduziert die automatische Qualitätssicherung signifikant die Reinigungs- und Rüstzeiten sowie den Ausschuss“, erläutert Andreas Schneiders, Branchenmanager Wellpappe bei Baumer HHS.
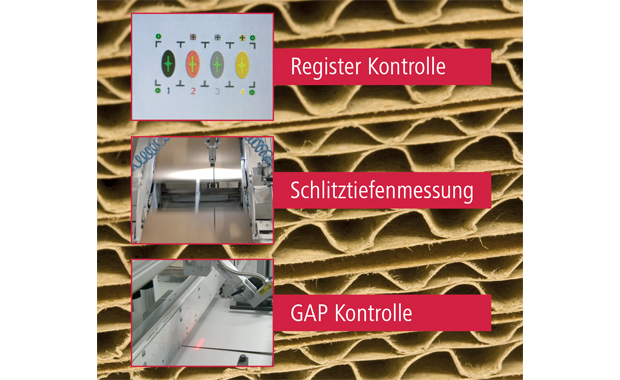
Die Kontrolle der Passergenauigkeit der Druckbilder übernimmt das Xcam-Box-Monitoring-Modul Register-Kontrolle. Es prüft inline den Stand von bis zu sechs verschiedenen Farben im Druckbild zueinander und erkennt bei einer Mess- bzw. Wiederholgenauigkeit von ± 0,05 mm laut Hersteller alle Abweichungen. Selbst schwierige, besonders wellige oder raue Oberflächen seien für die Register-Kontrolle keine Herausforderung. Anhand der gemessenen statistischen Werte können die Maschinenführer Tendenzen ablesen und in den Prozess eingreifen, bevor die Register der Druckbilder die voreingestellten Toleranzen überschreiten.
Die Sache mit dem „Schlitz“
Die Xcam Box Monitoring Schlitztiefenmessung vermeidet eine weitere Fehlermöglichkeit in der Faltkistenproduktion. Das System kontrolliert bei allen Zuschnitten automatisch die Position und Ausführung der Schlitze. Dabei misst eine Hochleistungskamera jeweils die Tiefe eines vorderen und eines hinteren Schlitzes – konkret die Abstände der Klappenkanten zu den Wellpappenrillern – und stellt sowohl Abweichungen von den hinterlegten Referenzwerten als auch Verschiebungen fest. Gleiches gilt für fehlende Ausstanzungen. Darüber hinaus sieht die Kamera in den kontrollierten Schlitzen alle Stanzreste.
Indem das Skew-System jeden einzelnen Zuschnitt mit zwei Lichtschranken kontrolliert, erkennt Xcam Box Monitoring auch Schieflauf (Skew), so Baumer HHS weiter. Überschreiten schief laufende Bogen voreingestellte Toleranzen, werden diese Kartons ebenfalls markiert und können später ausgeschleust werden.
Bei der kontaktlosen Wellpappen-Laschenklebung mittels elektrischer Kaltleimauftragsventile kommen Kolbenpumpen mit Druckregelung zum Einsatz. Sowohl der Leimdruck als auch die auf die Zuschnitte aufgetragenen Klebstoffmengen lassen sich an die Maschinengeschwindigkeit anpassen. Im Ruhezustand parkt das System die Ventile in einem integrierten Wasserbad, das sie vor Eintrocknen, Verklebungen und Verschmutzungen schützen soll. So ist beim Wiederanlaufen der Inliner sofort ein definierter Klebstoffauftrag vorhanden.
Da sich Fehler beim Leimauftrag nicht gänzlich ausschließen lassen, sollte der Klebstoffauftrag konsequent überprüft werden. Zur optischen Überwachung kann das Klebstoffauftragssystem wahlweise mit Sensoren oder Xcam-Kameramodulen ausgestattet werden.
Die Xcam-Gap-Messung wiederum kontrolliert die Gaps, die bei Faltkisten mit dem Zusammenfügen der vier Tafeln zwischen den Laschen der Boden- und der Deckelklappen am Ende der Klebestellen entstehen. Die Breiten der Gaps müssen bestimmte Werte aufweisen, damit die Faltkisten später in Abpackanlagen weiterverarbeitet werden können. Die Inline-Messung der Gaps sorgt dafür, dass nur Wellpappen-Verpackungen mit einwandfreien Gaps im Verpackungsprozess weiterkommen. Das Modul basiert auf einem patentierten Verfahren, das eine hoch auflösende Kamera mit einem Laserstrahl kombiniert und beim Vermessen der Schlitze die Fehlermöglichkeiten ausschließt, die bei reinen Kamerasystemen mitunter auftreten.
Gesteuert werden sämtliche Qualitätssicherungssysteme von Baumer HHS über die Xtend2-Steuergeräte des Unternehmens. Deren Touchscreen-Bildschirme visualisieren die Ergebnisse der Qualitätskontrolle, wobei die Messwerte in Form von Zahlen und grafischen Darstellungen auf die Bildschirme übertragen werden.
Gleiches gilt laut Schneiders für die mit den Xcam-Kamerasystemen aufgenommenen Live-Bilder. Produktionsaufträge lassen sich in den Systemen speichern. So sind Folgeaufträge schnell wieder aufrufbar.